
DE - Workflow für TriVest CAM Refractory Dies
- Designe Dein Modell in der CAD ohne Unterschnitte / Hohlkehle unter der Präparationsgrenze.


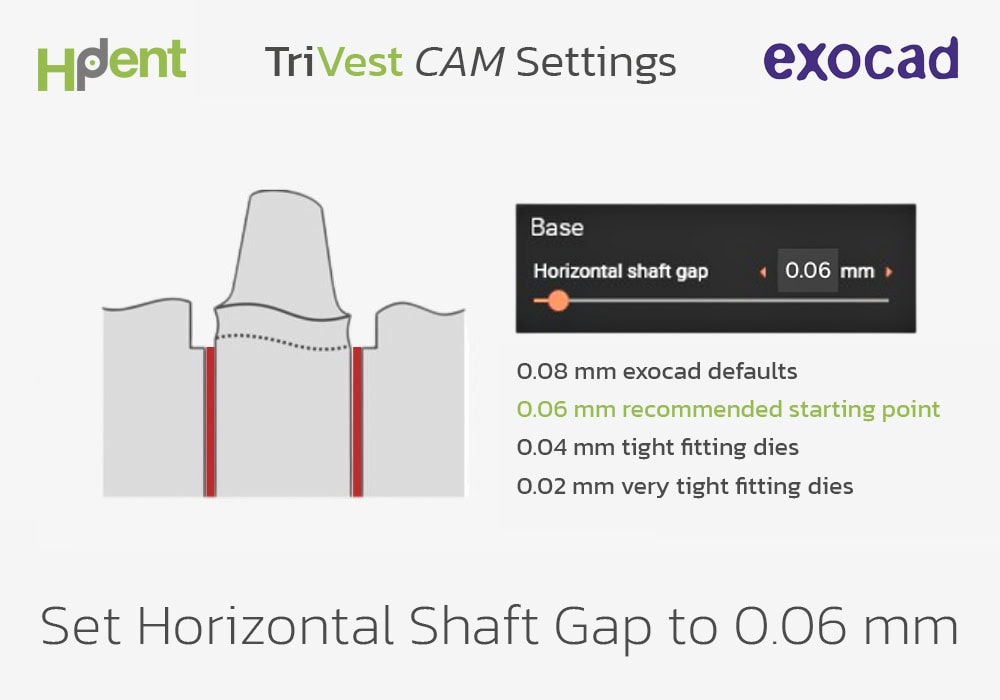
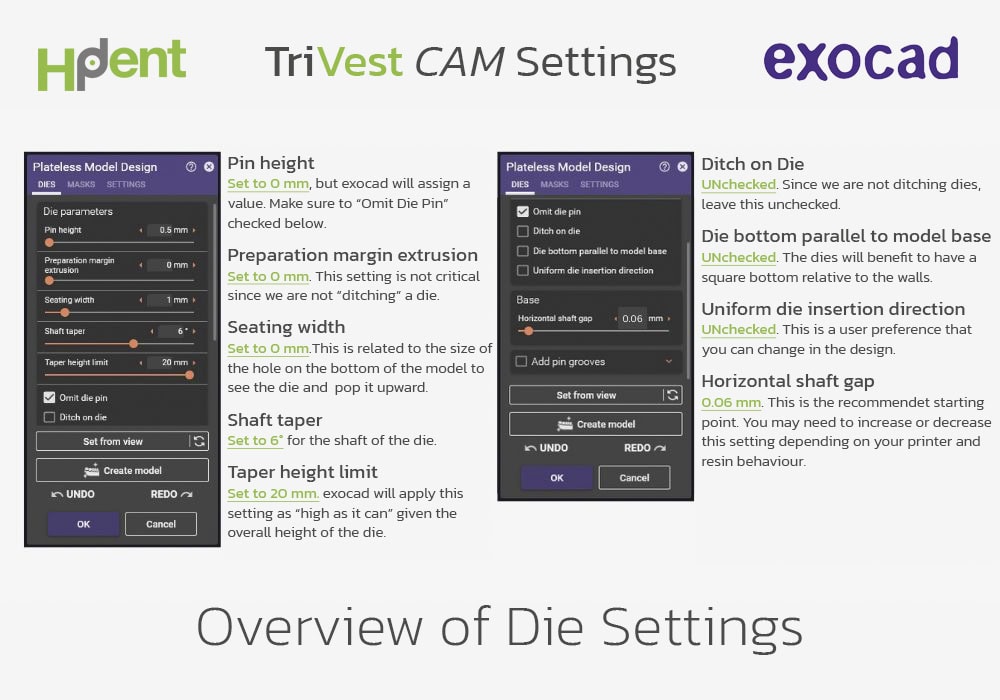
- Eine Spalterweiterung des Stumpfes von 0,06 mm ist ein guter Ausgangspunkt, muss aber möglicherweise je nach 3D-Drucker, verwendetem Resin und post-processing angepasst werden. Verwende hierzu unser GapTool und überprüfe die bestmögliche Passung des gefrästen Stumpfes in den gedruckten Kontrollkörpern.





- TriVest CAM mit ZrO₂-Strategie / 1-1 Verhältnis fräsen (keine Skalierung). → Falls Skalierung in ZrO₂-Strategie nicht möglich → Alternativ die Composite- oder Wachsstrategie verwenden. Achtung! Trotzdem Zirkonfräser verwenden.
- Restaurationsart → wir empfehlen Krone, Inlay, Onlay mit Def. der Präp.-Grenze.
- Setze mindestens 2 Konnektoren unterhalb der Präp im oberen Drittel des Stumpfes.
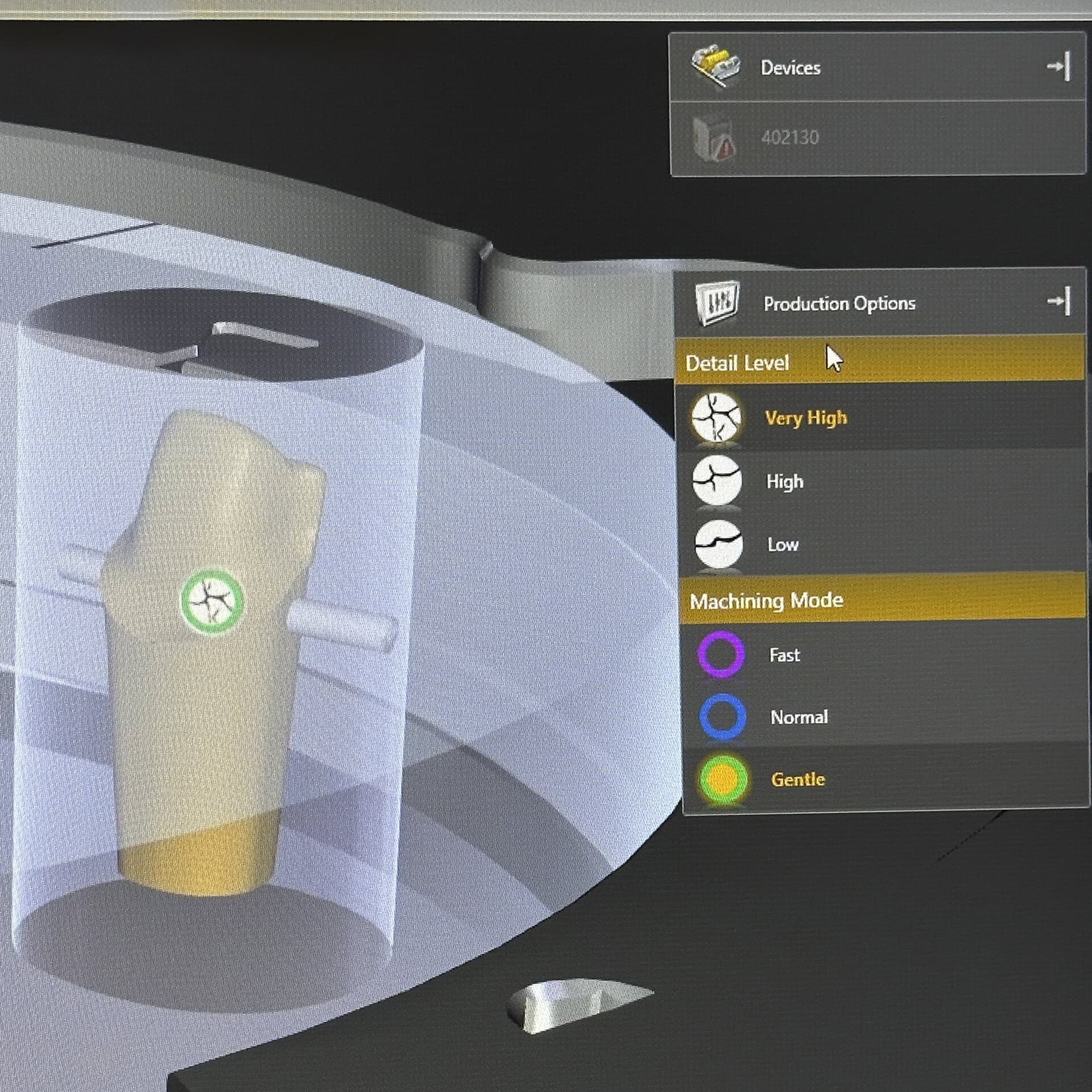
- Wir empfehlen den sanften / schonenden Fräsmodus, der in der Regel eine reduzierte Vorschubgeschwindigkeit bietet.

- Eleminiere Unterschnitte durch Anpassung der Achsenausrichtung falls nötig.


- Wir empfehlen CVD-diamantbeschichtete Fräsen, die für Zirkoniumdioxid geeignet sind. DLC beschichtete Fräser nutzen sich schnell ab. CVD: Beschichtung mit Naturdiamant/ DLC: Beschichtung mit Synthetikdiamant.
- Nach dem Fräsen Stümpfe heraustrennen, Konnektoren verschleifen, glätten und ins Modell setzen. Wichtiger Tipp! → Um die Friktion des gefrästen Stumpfes zu verringern, kannst Du die Oberfläche mit Ziegenhaarbürste / Baumwollschwabbel bei 2.000 – 2.500 U/min glätten.
- Ein Entgasungsbrand ist nicht nötig – das haben wir bereits für Dich erledigt.
- Du kannst jede Keramik mit einem WAK von 9 – 14 verwenden.
- Wässere den Stumpf für einige Sekunden, bis keine Blasen mehr aufsteigen. Nun beginne mit einem hauch-dünnen Grundbrand.
Wichtig! Stelle auf jeden Fall sicher, dass dein Grundbrand eine glatte, geschlossene Oberfläche ohne Risse aufweist. Im Zweifel lieber zwei mal den Grundbrand machen.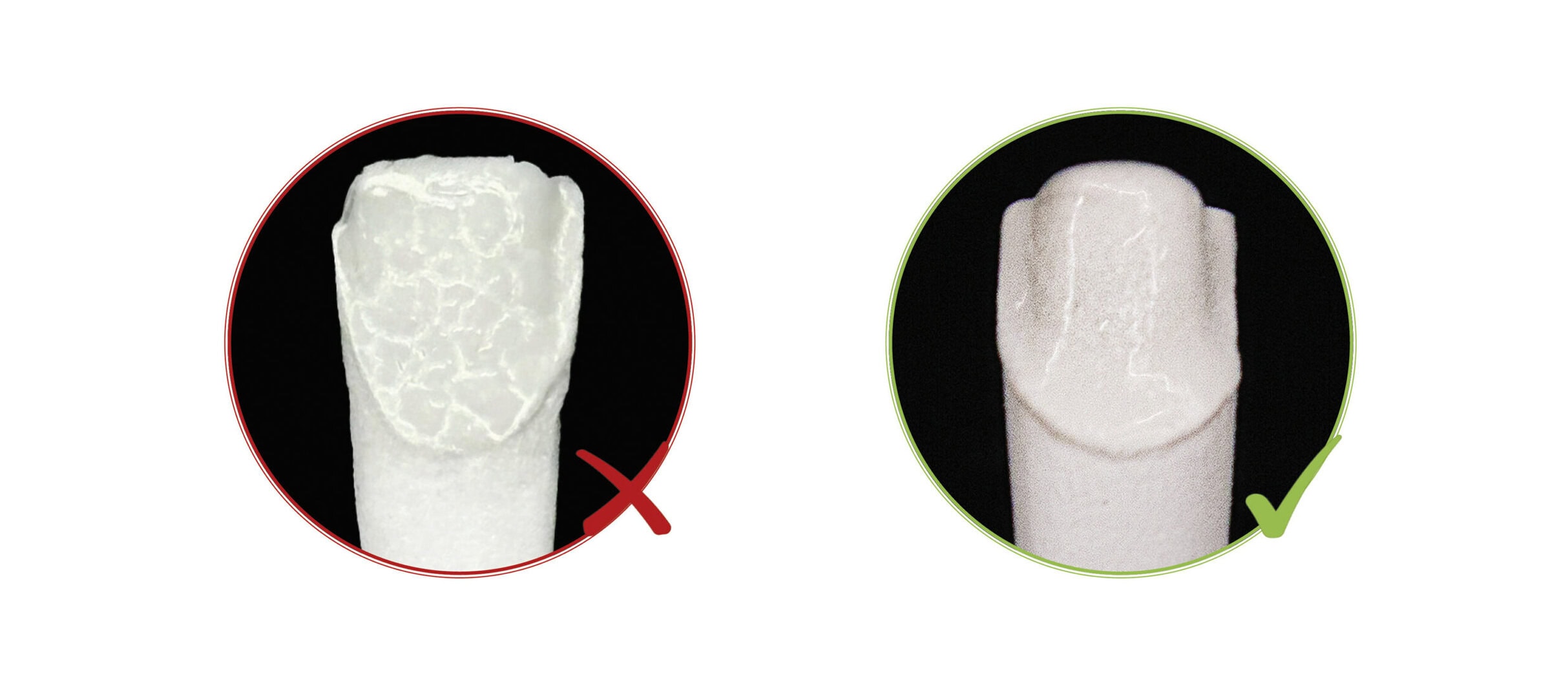
- Schichte und brenne immer in kleinen Portionen, um Risse zu vermeiden!
- Wir empfehlen 2 – 3 dünne Brände.

- Entferne den Stumpf im Strahlgerät mit 50 µm Glasperlen bei max. 2 bar, überprüfe die Passung und vergiss nicht, die Rechnung zu schreiben.
EN - Workflow for TriVest CAM Refractory Dies
- Design your model in CAD without undercuts / chamfer below the preparation margin.
- A spacer enlargement of 0.06 mm is a good starting point, but may need to be adjusted depending on the 3D printer, resin used and post-processing. Use our GapTool to check the best possible fit of the milled die in the printed control bodies.
- TriVest CAM with ZrO₂ strategy / 1-1 ratio milling (no scaling).
→ If scaling is not possible in the ZrO₂ strategy → alternatively use the composite or wax strategy.
Attention – still use zirconia burs. - Restaurationsart → Type of restoration -> we recommend crown, inlay, onlay with definition of the prep. margin.
- Place at least 2 connectors below the prep in the upper third of the die.
- We recommend the gentle / careful milling mode, which usually provides a reduced feed rate.
- Minimize differences by adjusting the axis alignment if necessary.
- We recommend CVD diamond-coated burs that are suitable for zirconium dioxide. DLC-coated burs wear out quickly.
CVD: coating with natural diamond / DLC: coating with synthetic diamond - After milling separate the dies, smooth and polish the connectors, and insert them into then model.
Important tip! → To reduce the friction of the milled die, you can smooth the surface with a goat hair brush / cotton buff at 2,000 – 2,500 rpm.
- A degassing firing is not necessary – we have already done that for you.
- You can use any ceramic with a CTE of 9 – 14.
- Soak the die for a few seconds until no more bubbles rise. Then start with a very thin wash bake.
Important! Always make sure that your wash bake shows a smooth, closed surface without cracks. If in doubt, it is better to do the basic firing twice. - Always layer and fire in small portions to avoid cracks!
- We recommend 2 – 3 thin firings.
- Remove the die in the blasting unit with 50 µm glass beads at max. 2 bar, check the fit and don’t forget to write the invoice.
IT - Protocollo di lavoro per TriVest CAM Refractory Dies
- Progetta il tuo modello nel CAD senza sottosquadri / raccordi al di sotto del margine di preparazione.
- Un ampliamento dello spazio del moncone di 0,06 mm è un buon punto di partenza, ma potrebbe essere necessario adattarlo a seconda della stampante 3D, della resina utilizzata e del post-processing. Utilizza a questo scopo il nostro GapTool e verifica il miglior adattamento possibile del moncone fresato nei corpi di controllo stampati.
- TriVest CAM con strategia ZrO₂ / fresatura in rapporto 1-1 (nessuna scalatura).
→ Se la scalatura non è possibile nella strategia ZrO₂ → utilizzare in alternativa la strategia per composito o per cera.
Attenzione! Utilizzare comunque frese per zirconia. - Tipo di restauro -> raccomandiamo corona, inlay, onlay con definizione del margine di prep.
- Inserire almeno 2 connettori al di sotto della prep nel terzo superiore del moncone.
- Raccomandiamo la modalità di fresatura delicata / dolce, che di norma offre una velocità di avanzamento ridotta.
- Elimina i sottosquadri regolando l’allineamento dell’asse, se necessario.
- Raccomandiamo frese rivestite in diamante CVD, adatte per il biossido di zirconio. Le frese rivestite in DLC si consumano rapidamente.
CVD: rivestimento con diamante naturale / DLC: rivestimento con diamante sintetico. - Dopo la fresatura separare i monconi, rifinire e levigare i connettori, quindi inserirli nel modello.
Importante! → Per ridurre l’attrito del moncone fresato, puoi levigare la superficie con spazzola in pelo di capra / tampone di cotone a 2.000 – 2.500 rpm
- Una cottura di degassaggio non è necessaria – l’abbiamo già fatta per te.
- Puoi utilizzare qualsiasi ceramica con un CTE da 9 a 14.
- Immergi il moncone per alcuni secondi fino a quando non salgono più bolle. Ora inizia con una cottura di base molto sottile.
Importante! Assicurati sempre che la tua cottura di base presenti una superficie liscia, chiusa e senza crepe. In caso di dubbio, ricuocere. - Stratifica e cuoci sempre in piccole porzioni per evitare crepe!
- Raccomandiamo 2 – 3 cotture sottili.
- Rimuovi il moncone nell’unità di sabbiatura con 50 µm microsfere di vetro a max. 2 bar, verifica l’adattamento e non dimenticare di emettere la fattura.
PT - Fluxo de trabalho para TriVest CAM Refractory Dies
- Desenha o teu modelo no CAD sem socalcos / chanfro abaixo da margem de preparação.
- Uma ampliação do espaço do coto de 0,06 mm é um bom ponto de partida, mas poderá ter de ser ajustada consoante a impressora 3D, a resina utilizada e o pré-processamento. Utiliza para isso o nosso GapTool e verifica o melhor ajuste possível do coto fresado nos corpos de controlo impressos.
- TriVest CAM TriVest CAM com estratégia ZrO₂ / fresagem em proporção 1-1 (sem escala).
→ Caso a escala não seja possível na estratégia ZrO₂ → utilizar em alternativa a estratégia de compósito ou de cera.
Atenção! Utilizar sempre as fresas de zircónia. - Tipo de restauração → recomendamos coroa, inlay, onlay com definição da margem de prep.
- Coloca pelo menos 2 conectores abaixo da prep no terço superior do coto.
- Recomendamos o modo de fresagem suave / delicado, que normalmente oferece uma velocidade de avanço reduzida.
- Elimina as diferenças ajustando o alinhamento dos eixos, se necessário.
- Recomendamos fresas revestidas a diamante CVD, adequadas para o dióxido de zircónio. As fresas revestidas a DLC desgastam-se rapidamente.
CVD: revestimento com diamante natural / DLC: revestimento com diamante sintético. - Após a fresagem separar os cotos, desbastar e alisar os conectores, e depois inseri-los no modelo.
Importante! → Para reduzir a fricção do coto fresado, podes alisar a superfície com escova de pêlo de cabra / disco de algodão a 2.000 – 2.500 rpm.
- Uma cozedura de desgaseificação não é necessária – já tratámos disso por ti.
- Podes utilizar qualquer cerâmica com um CTE de 9 – 14.
- Mergulha o coto durante alguns segundos até que não subam mais bolhas. Agora começa com uma cozedura base muito fina.
Importante! Certifica-te sempre de que a tua cozedura básica apresenta uma superfície lisa, fechada e sem fissuras. Em caso de dúvida, é melhor fazer a cozedura básica duas vezes.
- Aplica e coze sempre em pequenas porções para evitar fissuras!
- Recomendamos 2 – 3 cozeduras finas.
- Remove o coto na unidade de jato abrasivo com 50µm microesferas de vidro a máx. 2 bar, verifica o ajuste e não te esqueças de emitir a fatura.
ES - Flujo de trabajo para TriVest CAM Refractory Dies
- Diseña tu modelo en el CAD sin socavados / chaflán por debajo del margen de preparación.
- Una ampliación de espacio del muñón de 0,06 mm es un buen punto de partida, pero puede ser necesario ajustarlo según la impresora 3D, la resina utilizada y el post-procesado. Utiliza nuestro GapTool y comprueba el mejor ajuste posible del muñón fresado en los cuerpos de control impresos.
- TriVest CAM con estrategia de ZrO₂ / fresado en proporción 1-1 (sin escalado).
→ Si el escalado no es posible en la estrategia de ZrO₂ → alternativamente utilizar la estrategia de composite o de cera.
Atención – usar igualmente fresas de zirconia. - Tipo de restauración → recomendamos corona, inlay, onlay con definición del margen de la prep.
- Coloca al menos 2 conectores por debajo de la prep en el tercio superior del muñón.
- Recomendamos el modo de fresado suave / cuidadoso, que normalmente ofrece una velocidad de avance reducida.
- Optimice las diferencias ajustando la alineación del eje si es necesario.
- Recomendamos fresas recubiertas con diamante CVD, adecuadas para dióxido de circonio. Las fresas recubiertas con DLC se desgastan rápidamente.
CVD: recubrimiento con diamante natural / DLC: recubrimiento con diamante sintético. - Después del fresado separar los muñones, rebajar y alisar los conectores, e insertarlos en el modelo.
¡Consejo importante! → Para reducir la fricción del muñón fresado, puedes alisar la superficie con un cepillo de pelo de cabra / fieltro de algodón a 2.000 – 2.500 rpm.
- Una cocción de desgasificación no es necesaria – ya lo hemos hecho por ti..
- Puedes utilizar cualquier cerámica con un CTE de 9 – 14.
- Hidrata el muñón durante unos segundos hasta que no suban más burbujas. Ahora comienza con una cocción base muy fina.
Importante: asegúrate siempre de que tu cocción base presente una superficie lisa, cerraday sin grietas. En caso de duda, es mejor realizar el disparo básico dos veces.
- Aplica capas y cuece siempre en pequeñas porciones para evitar grietas.
- Recomendamos 2 – 3 cocciones finas.
- Retira el muñón en la arenadora con 50µm microesferas de vidrio a máx. 2 bar, com prueba el ajuste y no olvides emitir la factura.
FR - Flux de travail pour TriVest CAM Refractory Dies
- Conçois ton modèle dans le CAD sans contre-dépouilles / congé en dessous de la limite de préparation.
- Un élargissement de l’espace du moignon de 0,06 mm est un bon point de départ, mais il peut être nécessaire de l’adapter selon l’imprimante 3D, la résine utilisée et le post-traitement. Utilise pour cela notre GapTool et vérifie le meilleur ajustement possible du moignon fraisé dans les corps de contrôle imprimés.
- TriVest CAM avec stratégie ZrO₂ / fraisage au rapport 1-1 (sans mise à l’échelle).
→ Si la mise à l’échelle n’est pas possible dans la stratégie ZrO₂ → utiliser alternativement la stratégie composite ou cire.
Attention! Utiliser quand même des fraises pour zirconium. - Type de restauration -> nous recommandons couronne, inlay, onlay avec définition de la limite de prép.
- Place au moins 2 connecteurs en dessous de la prép dans le tiers supérieur du moignon.
- Nous recommandons le mode de fraisage doux / délicat, qui offre en général une vitesse d’avance réduite.
- Éliminez les différences en ajustant l‘alignement des axes si nécessaire.
- Nous recommandons des fraises revêtues de diamant CVD, adaptées au dioxyde de zirconium. Les fraises revêtues de DLC s’usent rapidement.
CVD : revêtement avec diamant naturel / DLC : revêtement avec diamant synthétique. - Après le fraisage séparer les moignons, ébarber et lisser les connecteurs, puis les Important ! → Pour réduire la friction du moignon fraisé, tu peux lisser la surface avec une brosse en poils de chèvre / disque coton à 2.000 – 2.500 rpm.
- Une cuisson de dégazage n’est pas nécessaire – nous l’avons déjà effectuée pour toi.
- Tu peux utiliser n’importe quelle céramique avec un CTE de 9 – 14.
- Humidifie le moignon pendant quelques secondes jusqu’à ce qu’aucune bulle ne remonte. Ensuite commence avec une cuisson de base très fine.
Important! Assure-toi toujours que ta cuisson de base présente une surface lisse, fermée et sans fissures. En cas de doute, il est préférable d‘effectuer deux fois la cuisson de base. - Apliquer et cuire toujours en petites portions afin d’éviter les fissures!
- Nous recommandons 2 – 3 cuissons fines.
- Retire le moignon dans l’appareil de sablage avec 50 µm microbilles de verre à
max. 2 bar, vérifie l’ajustement et n’oublie pas de rédiger la facture.
DE - Workflow für TriVest CAM Refractory Dies
MODELL-DESIGN
- Designe Dein Modell in der CAD ohne Unterschnitte / Hohlkehle unter der Präparationsgrenze.
- Eine Spalterweiterung des Stumpfes von 0,06 mm ist ein guter Ausgangspunkt, muss aber möglicherweise je nach 3D-Drucker, verwendetem Resin und post-processing angepasst werden. Verwende hierzu unser GapTool und überprüfe die bestmögliche Passung des gefrästen Stumpfes in den gedruckten Kontrollkörpern.→ download .stl



- TriVest CAM mit ZrO₂-Strategie / 1-1 Verhältnis fräsen (keine Skalierung). → Falls Skalierung in ZrO₂-Strategie nicht möglich -> Alternativ die Composite- oder Wachsstrategie verwenden. Achtung! Trotzdem Zirkonfräser verwenden.
- Restaurationsart -> wir empfehlen Krone, Inlay, Onlay mit Def. der Präp.-Grenze.
- Setze mindestens 2 Konnektoren unterhalb der Präp im oberen Drittel des Stumpfes.
- Wir empfehlen den sanften / schonenden Fräsmodus, der in der Regel eine reduzierte Vorschubgeschwindigkeit bietet.
- Wir empfehlen CVD-diamantbeschichtete Fräsen, die für Zirkoniumdioxid geeignet sind. DLC beschichtete Fräser nutzen sich schnell ab. CVD: Beschichtung mit Naturdiamant/ DLC: Beschichtung mit Synthetikdiamant.
- Nach dem Fräsen Stümpfe heraustrennen, Konnektoren verschleifen, glätten und ins Modell setzen. Wichtiger Tipp! → Um die Friktion des gefrästen Stumpfes zu verringern, kannst Du die Oberfläche mit Ziegenhaarbürste / Baumwollschwabbel bei 2.000 – 2.500 U/min glätten.
- Ein Entgasungsbrand ist nicht nötig – das haben wir bereits für Dich erledigt.
- Du kannst jede Keramik mit einem WAK von 9 – 14 verwenden.
- Wässere den Stumpf für einige Sekunden, bis keine Blasen mehr aufsteigen. Nun beginne mit einem hauch-dünnen Grundbrand.
Wichtig! Stelle auf jeden Fall sicher, dass dein Grundbrand eine glatte, geschlossene Oberfläche ohne Risse aufweist.
- Schichte und brenne immer in kleinen Portionen, um Risse zu vermeiden!
- Wir empfehlen 2 – 3 dünne Brände.

- Entferne den Stumpf im Strahlgerät mit Glasperlen bei max. 2 bar, überprüfe die Passform und vergiss nicht, die Rechnung zu schreiben.
EN - Workflow for TriVest CAM Refractory Dies
IT - Protocollo di lavoro per TriVest CAM Refractory Dies
PT - Fluxo de trabalho para TriVest CAM Refractory Dies
ES - Flujo de trabajo para TriVest CAM Refractory Dies
FR - Flux de travail pour TriVest CAM Refractory Dies

DE - Workflow für TriVest CAM Refractory Dies
- Designe Dein Modell in der CAD ohne Unterschnitte / Hohlkehle unter der Präparationsgrenze.
- Eine Spalterweiterung des Stumpfes von 0,06 mm ist ein guter Ausgangspunkt, muss aber möglicherweise je nach 3D-Drucker, verwendetem Resin und post-processing angepasst werden. Verwende hierzu unser GapTool und überprüfe die bestmögliche Passung des gefrästen Stumpfes in den gedruckten Kontrollkörpern.
- TriVest CAM mit ZrO₂-Strategie / 1-1 Verhältnis fräsen (keine Skalierung). → Falls Skalierung in ZrO₂-Strategie nicht möglich → Alternativ die Composite- oder Wachsstrategie verwenden. Achtung! Trotzdem Zirkonfräser verwenden.
- Restaurationsart → wir empfehlen Krone, Inlay, Onlay mit Def. der Präp.-Grenze.
- Setze mindestens 2 Konnektoren unterhalb der Präp im oberen Drittel des Stumpfes.
- Wir empfehlen den sanften / schonenden Fräsmodus, der in der Regel eine reduzierte Vorschubgeschwindigkeit bietet.
- Eleminiere Unterschnitte durch Anpassung der Achsenausrichtung falls nötig.
- Wir empfehlen CVD-diamantbeschichtete Fräsen, die für Zirkoniumdioxid geeignet sind. DLC beschichtete Fräser nutzen sich schnell ab. CVD: Beschichtung mit Naturdiamant/ DLC: Beschichtung mit Synthetikdiamant.
- Nach dem Fräsen Stümpfe heraustrennen, Konnektoren verschleifen, glätten und ins Modell setzen. Wichtiger Tipp! → Um die Friktion des gefrästen Stumpfes zu verringern, kannst Du die Oberfläche mit Ziegenhaarbürste / Baumwollschwabbel bei 2.000 – 2.500 U/min glätten.
- Ein Entgasungsbrand ist nicht nötig – das haben wir bereits für Dich erledigt.
- Du kannst jede Keramik mit einem WAK von 9 – 14 verwenden.
- Wässere den Stumpf für einige Sekunden, bis keine Blasen mehr aufsteigen. Nun beginne mit einem hauch-dünnen Grundbrand.
Wichtig! Stelle auf jeden Fall sicher, dass dein Grundbrand eine glatte, geschlossene Oberfläche ohne Risse aufweist. Im Zweifel lieber zwei mal den Grundbrand machen. - Schichte und brenne immer in kleinen Portionen, um Risse zu vermeiden!
- Wir empfehlen 2 – 3 dünne Brände.
- Entferne den Stumpf im Strahlgerät mit 50 µm Glasperlen bei max. 2 bar, überprüfe die Passung und vergiss nicht, die Rechnung zu schreiben.
EN - Workflow for TriVest CAM Refractory Dies
- Design your model in CAD without undercuts / chamfer below the preparation margin.
- A spacer enlargement of 0.06 mm is a good starting point, but may need to be adjusted depending on the 3D printer, resin used and post-processing. Use our GapTool to check the best possible fit of the milled die in the printed control bodies.
- TriVest CAM with ZrO₂ strategy / 1-1 ratio milling (no scaling).
→ If scaling is not possible in the ZrO₂ strategy → alternatively use the composite or wax strategy.
Attention – still use zirconia burs. - Restaurationsart → Type of restoration -> we recommend crown, inlay, onlay with definition of the prep. margin.
- Place at least 2 connectors below the prep in the upper third of the die.
- We recommend the gentle / careful milling mode, which usually provides a reduced feed rate.
- Minimize differences by adjusting the axis alignment if necessary.
- We recommend CVD diamond-coated burs that are suitable for zirconium dioxide. DLC-coated burs wear out quickly.
CVD: coating with natural diamond / DLC: coating with synthetic diamond - After milling separate the dies, smooth and polish the connectors, and insert them into then model.
Important tip! → To reduce the friction of the milled die, you can smooth the surface with a goat hair brush / cotton buff at 2,000 – 2,500 rpm.
- A degassing firing is not necessary – we have already done that for you.
- You can use any ceramic with a CTE of 9 – 14.
- Soak the die for a few seconds until no more bubbles rise. Then start with a very thin wash bake.
Important! Always make sure that your wash bake shows a smooth, closed surface without cracks. If in doubt, it is better to do the basic firing twice. - Always layer and fire in small portions to avoid cracks!
- We recommend 2 – 3 thin firings.
- Remove the die in the blasting unit with 50 µm glass beads at max. 2 bar, check the fit and don’t forget to write the invoice.
IT - Protocollo di lavoro per TriVest CAM Refractory Dies
- Progetta il tuo modello nel CAD senza sottosquadri / raccordi al di sotto del margine di preparazione.
- Un ampliamento dello spazio del moncone di 0,06 mm è un buon punto di partenza, ma potrebbe essere necessario adattarlo a seconda della stampante 3D, della resina utilizzata e del post-processing. Utilizza a questo scopo il nostro GapTool e verifica il miglior adattamento possibile del moncone fresato nei corpi di controllo stampati.
- TriVest CAM con strategia ZrO₂ / fresatura in rapporto 1-1 (nessuna scalatura).
→ Se la scalatura non è possibile nella strategia ZrO₂ → utilizzare in alternativa la strategia per composito o per cera.
Attenzione! Utilizzare comunque frese per zirconia. - Tipo di restauro -> raccomandiamo corona, inlay, onlay con definizione del margine di prep.
- Inserire almeno 2 connettori al di sotto della prep nel terzo superiore del moncone.
- Raccomandiamo la modalità di fresatura delicata / dolce, che di norma offre una velocità di avanzamento ridotta.
- Elimina i sottosquadri regolando l’allineamento dell’asse, se necessario.
- Raccomandiamo frese rivestite in diamante CVD, adatte per il biossido di zirconio. Le frese rivestite in DLC si consumano rapidamente.
CVD: rivestimento con diamante naturale / DLC: rivestimento con diamante sintetico. - Dopo la fresatura separare i monconi, rifinire e levigare i connettori, quindi inserirli nel modello.
Importante! → Per ridurre l’attrito del moncone fresato, puoi levigare la superficie con spazzola in pelo di capra / tampone di cotone a 2.000 – 2.500 rpm
- Una cottura di degassaggio non è necessaria – l’abbiamo già fatta per te.
- Puoi utilizzare qualsiasi ceramica con un CTE da 9 a 14.
- Immergi il moncone per alcuni secondi fino a quando non salgono più bolle. Ora inizia con una cottura di base molto sottile.
Importante! Assicurati sempre che la tua cottura di base presenti una superficie liscia, chiusa e senza crepe. In caso di dubbio, ricuocere. - Stratifica e cuoci sempre in piccole porzioni per evitare crepe!
- Raccomandiamo 2 – 3 cotture sottili.
- Rimuovi il moncone nell’unità di sabbiatura con 50 µm microsfere di vetro a max. 2 bar, verifica l’adattamento e non dimenticare di emettere la fattura.
PT - Fluxo de trabalho para TriVest CAM Refractory Dies
- Desenha o teu modelo no CAD sem socalcos / chanfro abaixo da margem de preparação.
- Uma ampliação do espaço do coto de 0,06 mm é um bom ponto de partida, mas poderá ter de ser ajustada consoante a impressora 3D, a resina utilizada e o pré-processamento. Utiliza para isso o nosso GapTool e verifica o melhor ajuste possível do coto fresado nos corpos de controlo impressos.
- TriVest CAM TriVest CAM com estratégia ZrO₂ / fresagem em proporção 1-1 (sem escala).
→ Caso a escala não seja possível na estratégia ZrO₂ → utilizar em alternativa a estratégia de compósito ou de cera.
Atenção! Utilizar sempre as fresas de zircónia. - Tipo de restauração → recomendamos coroa, inlay, onlay com definição da margem de prep.
- Coloca pelo menos 2 conectores abaixo da prep no terço superior do coto.
- Recomendamos o modo de fresagem suave / delicado, que normalmente oferece uma velocidade de avanço reduzida.
- Elimina as diferenças ajustando o alinhamento dos eixos, se necessário.
- Recomendamos fresas revestidas a diamante CVD, adequadas para o dióxido de zircónio. As fresas revestidas a DLC desgastam-se rapidamente.
CVD: revestimento com diamante natural / DLC: revestimento com diamante sintético. - Após a fresagem separar os cotos, desbastar e alisar os conectores, e depois inseri-los no modelo.
Importante! → Para reduzir a fricção do coto fresado, podes alisar a superfície com escova de pêlo de cabra / disco de algodão a 2.000 – 2.500 rpm.
- Uma cozedura de desgaseificação não é necessária – já tratámos disso por ti.
- Podes utilizar qualquer cerâmica com um CTE de 9 – 14.
- Mergulha o coto durante alguns segundos até que não subam mais bolhas. Agora começa com uma cozedura base muito fina.
Importante! Certifica-te sempre de que a tua cozedura básica apresenta uma superfície lisa, fechada e sem fissuras. Em caso de dúvida, é melhor fazer a cozedura básica duas vezes.
- Aplica e coze sempre em pequenas porções para evitar fissuras!
- Recomendamos 2 – 3 cozeduras finas.
- Remove o coto na unidade de jato abrasivo com 50µm microesferas de vidro a máx. 2 bar, verifica o ajuste e não te esqueças de emitir a fatura.
ES - Flujo de trabajo para TriVest CAM Refractory Dies
- Diseña tu modelo en el CAD sin socavados / chaflán por debajo del margen de preparación.
- Una ampliación de espacio del muñón de 0,06 mm es un buen punto de partida, pero puede ser necesario ajustarlo según la impresora 3D, la resina utilizada y el post-procesado. Utiliza nuestro GapTool y comprueba el mejor ajuste posible del muñón fresado en los cuerpos de control impresos.
- TriVest CAM con estrategia de ZrO₂ / fresado en proporción 1-1 (sin escalado).
→ Si el escalado no es posible en la estrategia de ZrO₂ → alternativamente utilizar la estrategia de composite o de cera.
Atención – usar igualmente fresas de zirconia. - Tipo de restauración → recomendamos corona, inlay, onlay con definición del margen de la prep.
- Coloca al menos 2 conectores por debajo de la prep en el tercio superior del muñón.
- Recomendamos el modo de fresado suave / cuidadoso, que normalmente ofrece una velocidad de avance reducida.
- Optimice las diferencias ajustando la alineación del eje si es necesario.
- Recomendamos fresas recubiertas con diamante CVD, adecuadas para dióxido de circonio. Las fresas recubiertas con DLC se desgastan rápidamente.
CVD: recubrimiento con diamante natural / DLC: recubrimiento con diamante sintético. - Después del fresado separar los muñones, rebajar y alisar los conectores, e insertarlos en el modelo.
¡Consejo importante! → Para reducir la fricción del muñón fresado, puedes alisar la superficie con un cepillo de pelo de cabra / fieltro de algodón a 2.000 – 2.500 rpm.
- Una cocción de desgasificación no es necesaria – ya lo hemos hecho por ti..
- Puedes utilizar cualquier cerámica con un CTE de 9 – 14.
- Hidrata el muñón durante unos segundos hasta que no suban más burbujas. Ahora comienza con una cocción base muy fina.
Importante: asegúrate siempre de que tu cocción base presente una superficie lisa, cerraday sin grietas. En caso de duda, es mejor realizar el disparo básico dos veces.
- Aplica capas y cuece siempre en pequeñas porciones para evitar grietas.
- Recomendamos 2 – 3 cocciones finas.
- Retira el muñón en la arenadora con 50µm microesferas de vidrio a máx. 2 bar, com prueba el ajuste y no olvides emitir la factura.
FR - Flux de travail pour TriVest CAM Refractory Dies
- Conçois ton modèle dans le CAD sans contre-dépouilles / congé en dessous de la limite de préparation.
- Un élargissement de l’espace du moignon de 0,06 mm est un bon point de départ, mais il peut être nécessaire de l’adapter selon l’imprimante 3D, la résine utilisée et le post-traitement. Utilise pour cela notre GapTool et vérifie le meilleur ajustement possible du moignon fraisé dans les corps de contrôle imprimés.
- TriVest CAM avec stratégie ZrO₂ / fraisage au rapport 1-1 (sans mise à l’échelle).
→ Si la mise à l’échelle n’est pas possible dans la stratégie ZrO₂ → utiliser alternativement la stratégie composite ou cire.
Attention! Utiliser quand même des fraises pour zirconium. - Type de restauration -> nous recommandons couronne, inlay, onlay avec définition de la limite de prép.
- Place au moins 2 connecteurs en dessous de la prép dans le tiers supérieur du moignon.
- Nous recommandons le mode de fraisage doux / délicat, qui offre en général une vitesse d’avance réduite.
- Éliminez les différences en ajustant l‘alignement des axes si nécessaire.
- Nous recommandons des fraises revêtues de diamant CVD, adaptées au dioxyde de zirconium. Les fraises revêtues de DLC s’usent rapidement.
CVD : revêtement avec diamant naturel / DLC : revêtement avec diamant synthétique. - Après le fraisage séparer les moignons, ébarber et lisser les connecteurs, puis les Important ! → Pour réduire la friction du moignon fraisé, tu peux lisser la surface avec une brosse en poils de chèvre / disque coton à 2.000 – 2.500 rpm.
- Une cuisson de dégazage n’est pas nécessaire – nous l’avons déjà effectuée pour toi.
- Tu peux utiliser n’importe quelle céramique avec un CTE de 9 – 14.
- Humidifie le moignon pendant quelques secondes jusqu’à ce qu’aucune bulle ne remonte. Ensuite commence avec une cuisson de base très fine.
Important! Assure-toi toujours que ta cuisson de base présente une surface lisse, fermée et sans fissures. En cas de doute, il est préférable d‘effectuer deux fois la cuisson de base. - Apliquer et cuire toujours en petites portions afin d’éviter les fissures!
- Nous recommandons 2 – 3 cuissons fines.
- Retire le moignon dans l’appareil de sablage avec 50 µm microbilles de verre à
max. 2 bar, vérifie l’ajustement et n’oublie pas de rédiger la facture.
DE - Workflow für TriVest CAM Refractory Dies
MODELL-DESIGN
- Designe Dein Modell in der CAD ohne Unterschnitte / Hohlkehle unter der Präparationsgrenze.
- Eine Spalterweiterung des Stumpfes von 0,06 mm ist ein guter Ausgangspunkt, muss aber möglicherweise je nach 3D-Drucker, verwendetem Resin und post-processing angepasst werden. Verwende hierzu unser GapTool und überprüfe die bestmögliche Passung des gefrästen Stumpfes in den gedruckten Kontrollkörpern.→ download .stl
- TriVest CAM mit ZrO₂-Strategie / 1-1 Verhältnis fräsen (keine Skalierung). → Falls Skalierung in ZrO₂-Strategie nicht möglich -> Alternativ die Composite- oder Wachsstrategie verwenden. Achtung! Trotzdem Zirkonfräser verwenden.
- Restaurationsart -> wir empfehlen Krone, Inlay, Onlay mit Def. der Präp.-Grenze.
- Setze mindestens 2 Konnektoren unterhalb der Präp im oberen Drittel des Stumpfes.
- Wir empfehlen den sanften / schonenden Fräsmodus, der in der Regel eine reduzierte Vorschubgeschwindigkeit bietet.
- Wir empfehlen CVD-diamantbeschichtete Fräsen, die für Zirkoniumdioxid geeignet sind. DLC beschichtete Fräser nutzen sich schnell ab. CVD: Beschichtung mit Naturdiamant/ DLC: Beschichtung mit Synthetikdiamant.
- Nach dem Fräsen Stümpfe heraustrennen, Konnektoren verschleifen, glätten und ins Modell setzen. Wichtiger Tipp! → Um die Friktion des gefrästen Stumpfes zu verringern, kannst Du die Oberfläche mit Ziegenhaarbürste / Baumwollschwabbel bei 2.000 – 2.500 U/min glätten.
- Ein Entgasungsbrand ist nicht nötig – das haben wir bereits für Dich erledigt.
- Du kannst jede Keramik mit einem WAK von 9 – 14 verwenden.
- Wässere den Stumpf für einige Sekunden, bis keine Blasen mehr aufsteigen. Nun beginne mit einem hauch-dünnen Grundbrand.
Wichtig! Stelle auf jeden Fall sicher, dass dein Grundbrand eine glatte, geschlossene Oberfläche ohne Risse aufweist.
- Schichte und brenne immer in kleinen Portionen, um Risse zu vermeiden!
- Wir empfehlen 2 – 3 dünne Brände.
- Entferne den Stumpf im Strahlgerät mit Glasperlen bei max. 2 bar, überprüfe die Passform und vergiss nicht, die Rechnung zu schreiben.
